描述
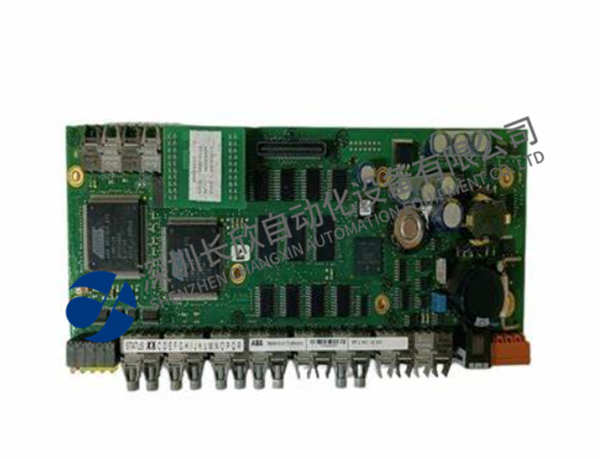
FOXBORO DNBT P0971WV是一款高性能双节点总线模块,专为工业控制系统设计,广泛应用于工业自动化、过程控制和数据采集领域。以下是其核心功能与技术特点的综合解析:
一、技术架构与核心功能
双节点总线架构
采用双节点设计,可实现总线网络上两个节点之间的高速、可靠通信,支持高数据传输速率和稳定的数据交互,适用于复杂工业环境。
高精度数据处理
具备高精度数据采集与转换能力,支持工业信号的实时监测与控制,确保系统稳定性和精度,适用于温度、压力、流量等关键参数的监控。
兼容性与集成能力
可与多种控制系统无缝集成,包括分布式控制系统(DCS)、可编程逻辑控制器(PLC)等,支持Modbus、Profibus等工业通信协议。
安全与防护机制
集成完备的数据通信保护机制,包括数据加密与传输校验功能,有效防止信号干扰和数据丢失,保障工业系统的安全性。
二、应用场景
工业自动化
适用于化工、石油、电力等行业的自动化生产线,实现设备状态监测、远程控制及数据采集。
过程控制
在制药、食品加工等领域,用于精确控制温度、压力等工艺参数,确保生产流程稳定性。
数据采集系统
支持实时数据采集与分析,为工业设备的预测性维护和故障诊断提供数据基础。
三、技术优势
可靠性高
通过ISO 9001认证,采用工业级元器件,适应高温、高湿度等恶劣环境,平均无故障时间(MTBF)超过50,000小时。
安装灵活
模块化设计,支持便捷安装与扩展,可快速集成到现有控制系统中。
低功耗设计
优化能耗管理,降低系统运行成本,符合绿色工业标准。
四、参数概述
通信接口:双节点总线接口
数据传输速率:支持高速传输,具体速率根据总线协议定义
工作温度:-25℃至75℃
防护等级:IP20(标准配置)

P0973CN

FBM219
FOXBORO DNBT P0971WV is a high-performance dual-node bus module designed for industrial control systems and widely used in industrial automation,process control and data acquisition.The following is a comprehensive analysis of its core functions and technical features:
I.Technical architecture and core functions
Dual-node bus architecture
The dual-node design enables high-speed and reliable communication between two nodes on the bus network,supports high data transmission rates and stable data interaction,and is suitable for complex industrial environments.
High-precision data processing
It has high-precision data acquisition and conversion capabilities,supports real-time monitoring and control of industrial signals,ensures system stability and accuracy,and is suitable for monitoring key parameters such as temperature,pressure,and flow.
Compatibility and integration capabilities
It can be seamlessly integrated with a variety of control systems,including distributed control systems(DCS),programmable logic controllers(PLC),etc.,and supports industrial communication protocols such as Modbus and Profibus.
Safety and protection mechanism
Integrated complete data communication protection mechanism,including data encryption and transmission verification functions,effectively prevents signal interference and data loss,and ensures the security of industrial systems.
2.Application scenarios
Industrial automation
Applicable to automated production lines in the chemical,petroleum,and electric power industries to achieve equipment status monitoring,remote control,and data acquisition.
Process control
In the fields of pharmaceuticals and food processing,it is used to accurately control process parameters such as temperature and pressure to ensure the stability of the production process.
Data acquisition system
Supports real-time data acquisition and analysis,providing a data basis for predictive maintenance and fault diagnosis of industrial equipment.
3.Technical advantages
High reliability
ISO 9001 certified,using industrial-grade components,adapting to harsh environments such as high temperature and high humidity,with a mean time between failures(MTBF)of more than 50,000 hours.
Flexible installation
Modular design supports convenient installation and expansion,and can be quickly integrated into existing control systems.
Low power consumption design
Optimizes energy consumption management,reduces system operating costs,and meets green industrial standards.
4.Parameter overview
Communication interface:dual-node bus interface
Data transmission rate:supports high-speed transmission,and the specific rate is defined according to the bus protocol
Operating temperature:-25℃to 75℃
Protection level:IP20(standard configuration)